9. Una marcatura appropriata della profondità di inserimento ef-
fettuata sul tubo e/o raccordo permette un controllo dell’effettivo e
corretto inserimento nel manicotto elettrico, ed eventuali movimenti
del tubo o del manicotto durante il processo di saldatura.
Vedere AVVISO – Connessione errata del tubo e/o raccordo
10. Assicurarsi che tubo e manicotti elettrici rimangano in posizio-
ne evitando colpi e sollecitazioni. Si consiglia di utilizzare un alline-
atore o un posizionatore.
11. Collegare i cavi di saldatura agli spinotti del manicotto elettrico,
e seguire le istruzioni della macchina saldamanicotti.
Controllare il processo di saldatura. Non toccare i manicotti elettrici
durante il processo di fusione e il tempo di raffreddamento.
Attenzione rischio ustione !!!
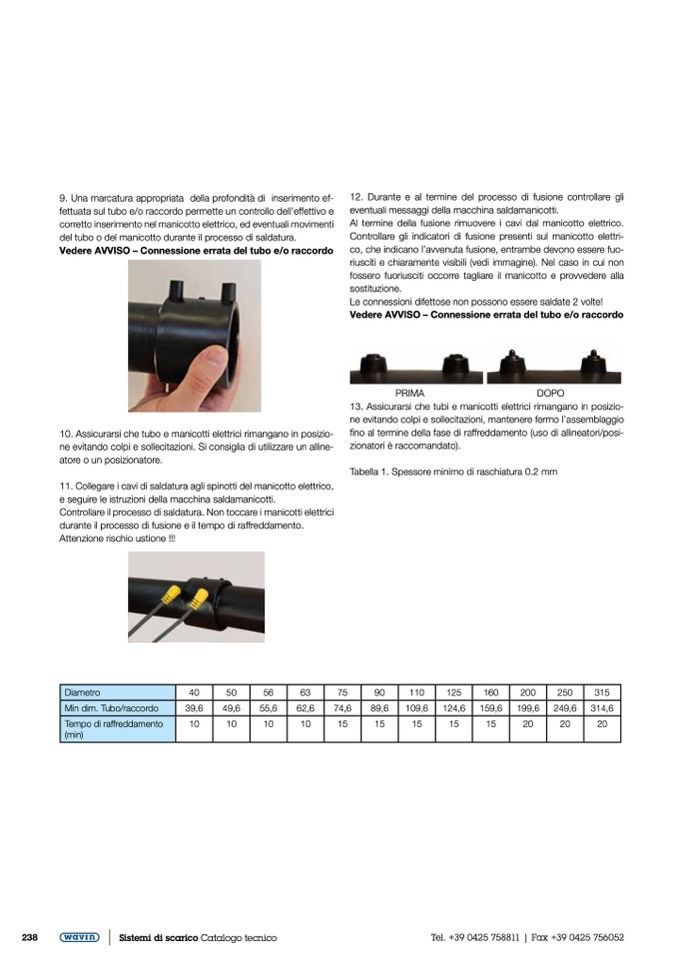
12. Durante e al termine del processo di fusione controllare gli
eventuali messaggi della macchina saldamanicotti.
Al termine della fusione rimuovere i cavi dal manicotto elettrico.
Controllare gli indicatori di fusione presenti sul manicotto elettri-
co, che indicano l’avvenuta fusione, entrambe devono essere fuo-
riusciti e chiaramente visibili (vedi immagine). Nel caso in cui non
fossero fuoriusciti occorre tagliare il manicotto e provvedere alla
sostituzione.
Le connessioni difettose non possono essere saldate 2 volte!
Vedere AVVISO – Connessione errata del tubo e/o raccordo
PRIMA
DOPO
13. Assicurarsi che tubi e manicotti elettrici rimangano in posizio-
ne evitando colpi e sollecitazioni, mantenere fermo l’assemblaggio
fino al termine della fase di raffreddamento (uso di allineatori/posi-
zionatori è raccomandato).
Tabella 1. Spessore minimo di raschiatura 0.2 mm
Diametro
40 50 56
63
75 90 110
125
160 200 250 315
Min dim. Tubo/raccordo
39,6 49,6 55,6
62,6
74,6 89,6 109,6
124,6
159,6 199,6 249,6 314,6
Tempo di raffreddamento
(min)
10 10 10
10 15 15 15
15 15 20 20 20
238
Sistemi di scarico Catalogo tecnico
Tel. +39 0425 758811 | Fax +39 0425 756052

