13B
RACCORDI A PRESSARE PER TUBO MULTISTRATO “AL-COBRAPEX” - GA
S
PRESS-FITTINGS FOR MULTILAYER PIPE “AL-COBRAPEX” - GA
S
ISTRUZIONI PER IL CORRETTO MONTAGGIO - SERIE 2650
2650 SERIES - INSTRUCTIONS FOR THE CORRECT ASSEMBLIN
G
1
2
3
4
1
2
3
4
5
5
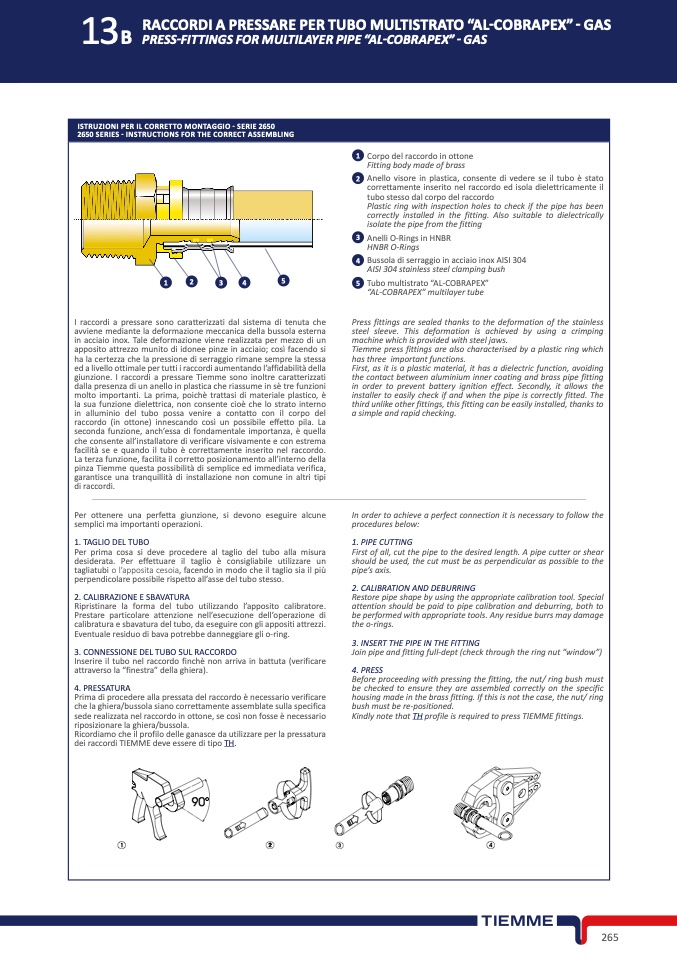
Corpo del raccordo in ottone
Fitting body made of brass
Anello visore in plastica, consente di vedere se il tubo è stato
correttamente inserito nel raccordo ed isola dielettricamente il
tubo stesso dal corpo del raccordo
Plastic ring with inspection holes to check if the pipe has bee
n
correctly installed in the fitting. Also suitable to dielectricall
y
isolate the pipe from the fitting
Anelli O-Rings in HNBR
HNBR O-Rings
Bussola di serraggio in acciaio inox AISI 304
AISI 304 stainless steel clamping bush
Tubo multistrato “AL-COBRAPEX”
“AL-COBRAPEX” multilayer tube
I raccordi a pressare sono caratterizzati dal sistema di tenuta ch
e
avviene mediante la deformazione meccanica della bussola estern
a
in acciaio inox. Tale deformazione viene realizzata per mezzo di u
n
apposito attrezzo munito di idonee pinze in acciaio; così facendo s
i
ha la certezza che la pressione di serraggio rimane sempre la stessa
ed a livello ottimale per tutti i raccordi aumentando l’affidabilità dell
a
giunzione. I raccordi a pressare Tiemme sono inoltre caratterizzati
dalla presenza di un anello in plastica che riassume in sè tre funzion
i
molto importanti. La prima, poichè trattasi di materiale plastico,
è
la sua funzione dielettrica, non consente cioè che lo strato interno
in alluminio del tubo possa venire a contatto con il corpo del
raccordo (in ottone) innescando così un possibile effetto pila. La
seconda funzione, anch’essa di fondamentale importanza, è quell
a
che consente all’installatore di verificare visivamente e con estrem
a
facilità se e quando il tubo è correttamente inserito nel raccordo
.
La terza funzione, facilita il corretto posizionamento all’interno della
pinza Tiemme questa possibilità di semplice ed immediata verifica,
garantisce una tranquillità di installazione non comune in altri tip
i
di raccordi.
Press fittings are sealed thanks to the deformation of the stainless
steel sleeve. This deformation is achieved by using a crimpin
g
machine which is provided with steel jaws
.
Tiemme press fittings are also characterised by a plastic ring whic
h
has three important functions
.
First, as it is a plastic material, it has a dielectric function, avoidin
g
the contact between aluminium inner coating and brass pipe fitting
in order to prevent battery ignition effect. Secondly, it allows th
e
installer to easily check if and when the pipe is correctly fitted. The
third unlike other fittings, this fitting can be easily installed, thanks t
o
a simple and rapid checking
.
Per ottenere una perfetta giunzione, si devono eseguire alcune
semplici ma importanti operazioni.
1. TAGLIO DEL TUBO
Per prima cosa si deve procedere al taglio del tubo alla misura
desiderata. Per effettuare il taglio è consigliabile utilizzare un
tagliatubi o l’apposita cesoia, facendo in modo che il taglio sia il pi
ù
perpendicolare possibile rispetto all’asse del tubo stesso.
2. CALIBRAZIONE E SBAVATUR
A
Ripristinare la forma del tubo utilizzando l’apposito calibratore.
Prestare particolare attenzione nell’esecuzione dell’operazione di
calibratura e sbavatura del tubo, da eseguire con gli appositi attrezzi
.
Eventuale residuo di bava potrebbe danneggiare gli o-ring.
3. CONNESSIONE DEL TUBO SUL RACCORD
O
Inserire il tubo nel raccordo finchè non arriva in battuta (verificar
e
attraverso la “finestra” della ghiera)
.
4. PRESSATURA
Prima di procedere alla pressata del raccordo è necessario verificar
e
che la ghiera/bussola siano correttamente assemblate sulla specific
a
sede realizzata nel raccordo in ottone, se così non fosse è necessario
riposizionare la ghiera/bussola
.
Ricordiamo che il profilo delle ganasce da utilizzare per la pressatura
dei raccordi TIEMME deve essere di tipo TH.
In order to achieve a perfect connection it is necessary to follow th
e
procedures below
:
1. PIPE CUTTIN
G
First of all, cut the pipe to the desired length. A pipe cutter or shea
r
should be used, the cut must be as perpendicular as possible to th
e
pipe’s axis
.
2. CALIBRATION AND DEBURRIN
G
Restore pipe shape by using the appropriate calibration tool. Specia
l
attention should be paid to pipe calibration and deburring, both t
o
be performed with appropriate tools. Any residue burrs may damag
e
the o-rings.
3. INSERT THE PIPE IN THE FITTIN
G
Join pipe and fitting full-dept (check through the ring nut “window”)
4. PRES
S
Before proceeding with pressing the fitting, the nut/ ring bush must
be checked to ensure they are assembled correctly on the specifi
c
housing made in the brass fitting. If this is not the case, the nut/ rin
g
bush must be re-positioned.
Kindly note that TH profile is required to press TIEMME fittings
.
265

